D-GUN COATING TECHNOLOGY
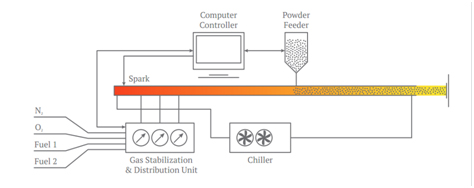
Detonation gun (D-Gun) thermal spray coating process is the leading solution for parts that require extraordinary wear performance and mechanical properties. This technology gives the maximum bond strength at the lowest substrate temperature. D-Gun is the leading solution for parts that require extra ordinary wear and mechanical properties .it combines gas and powder in controlled detonations to generate outstanding bond strength and density.Typical applications for D-Gun coatings include metal fan blade midspans in aviation engines, turbine blade z-notches, knife-edge seals in power generation, hearth rolls, gate valves, and seats.
High Velocity Oxy Fuel Spray System
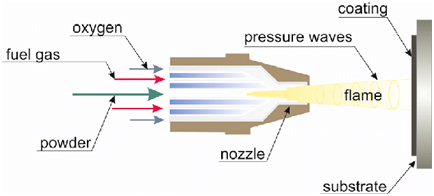
HVOF system used to develop wear resistant coatings for Aero engine, Power, Paper, Oil & refinery Sectors.In High Velocity Oxy Fuel (HVOF) Spray System, Continuous combustion of the oxygen and fuel gas occurs in the combustion chamber and the resulting hot, high pressure gas is allowed to expand and accelerate through orifices into the nozzle. A carefully measured flow of powder is introduced axially into the nozzle, allowing sufficient heating and acceleration of the powder particles. The powder is heated and accelerated by the products of the combustion, usually to temperatures above its melting point and to velocities approaching supersonic velocities.
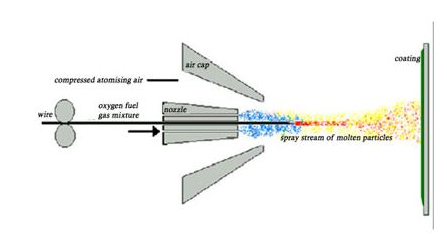
WIRE FLAME SPRAY PROCESS
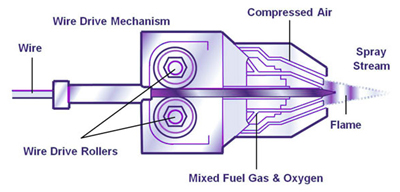
Flame spraying can be seen as a similar concept to paint spraying. Once the system is connected up, the sprayer operates a valve to start the gasses flowing and lights the gas stream. A wire isr fed into the flame and the coating is deposited in a similar way to spray painting. These systems are used to reclaim surfaces by applying a similar material or give the surface different properties by coating it with a different material. Most metals can have an aluminum coating applied by the flame spray process. This can be for aesthetic, anti-corrosion, conductivity or many other reasons. Zinc can also be applied to most substrates using the flame spray process. This is often to provide galvanic protection of the substrate, but may be for a number of other reasons.
WIRE ARC SPRAY PROCESS :
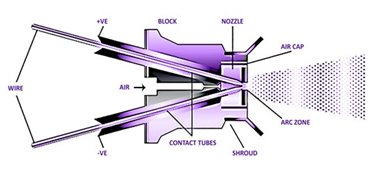
Arc Spray coatings can be applied to just about anything including Metal, Wood, Polystyrene, Plastic, Glass, Paper, Ceramics, as well as Chocolate (for demonstrative purposes only) and can be used in unlimited artistic applications. Arc Sprayed coatings also provide the ideal surface to receive any top-coating from painting to powder-coating with any available color. The Arc Spray process is known for its low heat input when spraying. Low heating of the substrate makes arc spray useful when it comes to thermally sensitive substrates. The low heat input also eliminates the risk of component distortion.
PLASMA TRANSFERRED ARC (PTA) PROCESS :
The PTA process overlay welding employs filler materials in powder form, including super hard materials that are unable to be processed into wire or rod form. A coating with optimal properties is produced by compounding various metal alloy powders and ceramic powders and controlling their mix proportion. The welded surface can then be finished with cermet.The coating also offers excellent peeling resistance due to the metallic bond formed between the coating and the base metal.Overlay welding also facilitates the creation of thicker coatings compared to other coating methods.The high hardness at high temperatures and superb wear, burning, and corrosion resistance give PTA coating potential for applications in various indus
NITRIDING / BORONIZING PROCESS
At the present, components which require both nitriding and locally a thermal sprayed coating components which should be reworked are usually nitrided before spraying and the area to be coated is masked during nitriding or is prepared before spraying by locally removing the nitrided layer by grinding. Seen technically, advantages are to be expected if the nitriding process can be carried out after spraying. Moreover a post-nitriding of thermal sprayed coatings is of interest for improving coating characteristics, mainly wear resistance.